Aciers à haut carbone Électrode manuelle E7018-1 Garniture d'étanchéité





Convient POUR LE SOUDAGE DE L'ACIER AU CARBONE ET DE L'ACIER FAIBLEMENT ALLIÉ, AINSI QUE LA RÉSISTANCE CORRESPONDANTE DE L'INGÉNIERIE NUCLÉAIRE, DU BÂTIMENT, DU PONT ET D'AUTRES STRUCTURES, COMME Q345.
La norme que nous avons rencontrée : GB/T5117 E5018-1, AWS A5.1 E7018-1 & A5.1M E4918-1, ISO2560-A : E 42 5 B 3 2 H5, ISO 2560-B : E4918-1 A.

Que sont les
caractéristiques?
●Électrode manuelle à faible teneur en hydrogène en poudre de fer, efficacité de soudage élevée, arc stable.
●Belle formation, ondulations, peu d'éclaboussures, décrassage facile, bonne résistance au feu de la peau médicamenteuse, bonne résistance stomatique.
●Propriétés mécaniques stables.
●Bonne plasticité et ténacité aux chocs à basse température.
Paramètre de produit
COMPOSANT CHIMIQUE :
| ALLIAGE (% en poids) | C | Mn | Si | Cr | Ni | Mo | P | S | V |
| RÈGLES GB/T | 0,15 | 1,60 | 0,90 | 0,20 | 0,30 | 0,30 | 0,035 | 0,035 | 0,08 |
| RÈGLES AWS | 0,15 | 1,60 | 0,75 | 0,20 | 0,30 | 0,30 | 0,035 | 0,035 | 0,08 |
| EXEMPLE DE VALEUR | 0,065 | 1.40 | 0,45 | 0,03 | 0,01 | 0,006 | 0,011 | 0,007 | 0,01 |
PROPRIÉTÉ MÉCANIQUE:
| PROPRIÉTÉ | Limite d'élasticité (MPa) | RÉSISTANCE D'EXTENSION(MPa) | TRAITEMENT THERMIQUE℃xh | VALEUR IMAPACT J/℃ | ÉLONGATION(%) | ||||
| RÈGLES GB/T | 400 | 490 | AW | 27/-45 | 20 | ||||
| RÈGLES AWS | 400 | 490 | AW | 27/-45 | 22 | ||||
| EXEMPLE DE VALEUR | 490 | 590 | AW | 128/-45 | 28 | ||||
PARAMÈTRES DE SOUDAGE RECOMMANDÉS :
| SPÉCIFICATIONS DES DIAMÈTRES (mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | |||||
| ÉLECTRICITÉ (Ampli) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | ||||
| H/E | 50-80 | 90-120 | 130-160 | - | |||||
Regarde le chemin
nous transportons
●Transport motorisé

●Expédition

Regarder
notre entrepôt


Les projets
nous sommes impliqués dans
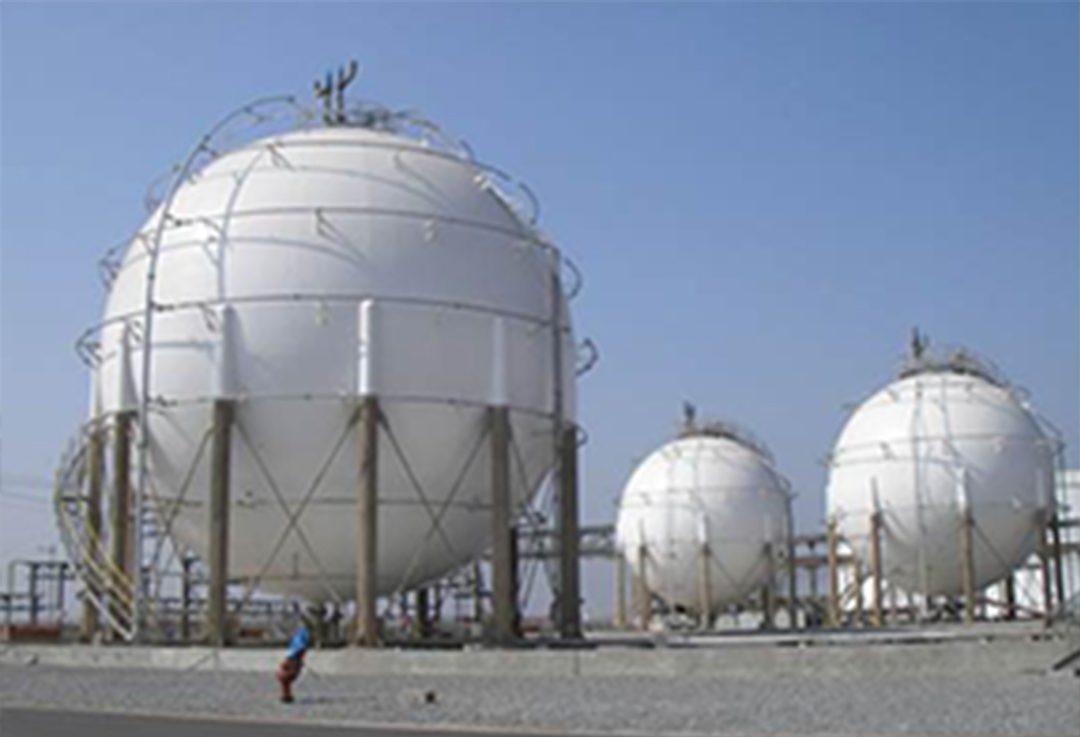
●Projet de réservoir sphérique de propane Shaanxi Pucheng -50℃
●Matériaux de soudure pour bouteilles de véhicules GNL

Nos produits
au monde

COMPOSANT CHIMIQUE :
| ALLIAGE (% en poids) | C | Mn | Si | Cr | Ni | Mo | P | S | V |
| RÈGLES GB/T | 0,15 | 1,60 | 0,90 | 0,20 | 0,30 | 0,30 | 0,035 | 0,035 | 0,08 |
| RÈGLES AWS | 0,15 | 1,60 | 0,75 | 0,20 | 0,30 | 0,30 | 0,035 | 0,035 | 0,08 |
| EXEMPLE DE VALEUR | 0,065 | 1.40 | 0,45 | 0,03 | 0,01 | 0,006 | 0,011 | 0,007 | 0,01 |
PROPRIÉTÉ MÉCANIQUE:
| PROPRIÉTÉ | Limite d'élasticité (MPa) | RÉSISTANCE D'EXTENSION(MPa) | TRAITEMENT THERMIQUE℃xh | VALEUR IMAPACT J/℃ | ÉLONGATION(%) | ||||
| RÈGLES GB/T | 400 | 490 | AW | 27/-45 | 20 | ||||
| RÈGLES AWS | 400 | 490 | AW | 27/-45 | 22 | ||||
| EXEMPLE DE VALEUR | 490 | 590 | AW | 128/-45 | 28 | ||||
PARAMÈTRES DE SOUDAGE RECOMMANDÉS :
| SPÉCIFICATIONS DES DIAMÈTRES (mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | |||||
| ÉLECTRICITÉ (Ampli) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | ||||
| H/E | 50-80 | 90-120 | 130-160 | - | |||||
-

Aciers à haut carbone Fil fourré E71T-5C soudure...
-

Aciers à haut carbone ER70S-3 TIG Solid wire Weldi ...
-

Aciers à haut carbone Électrode manuelle E7015-G bien ...
-
Électrode manuelle en acier à haute teneur en carbone E11018M jac ...
-

Aciers à haute teneur en carbone E7016 Soudage à l'électrode manuelle ...
-

Aciers à haut carbone Fil fourré E71T-5C Vendu...





