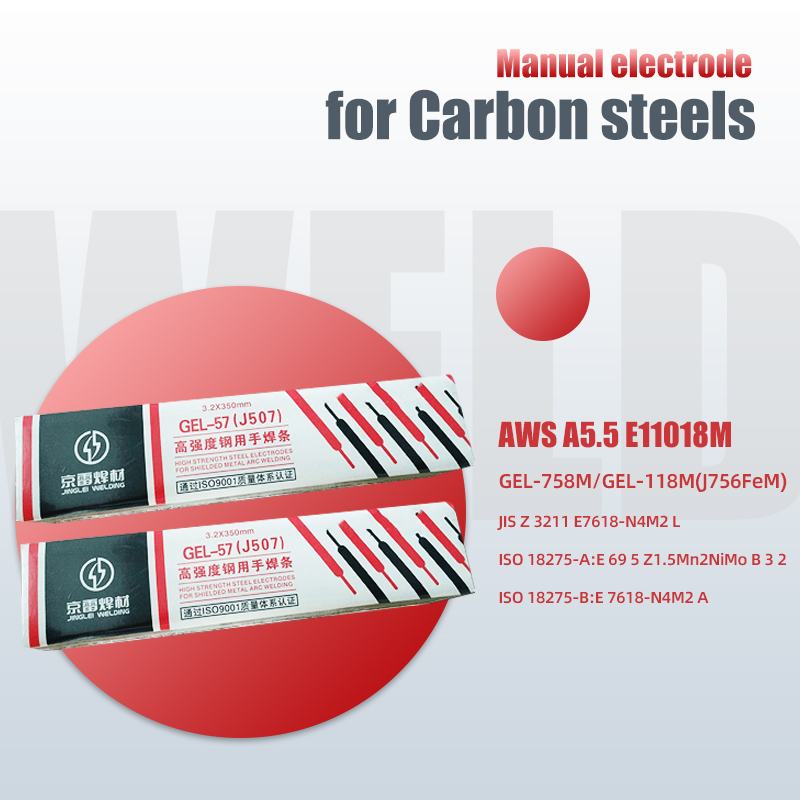
Électrode manuelle en acier à haute teneur en carbone E12015-G plate-forme de forage semi-submersible bobine de fil de soudage



Convient pour le soudage d'aciers faiblement alliés de même classe de résistance dans les machines de construction.Il est principalement utilisé pour réparer les défauts des trains et des véhicules en acier de classe E.
La norme que nous avons rencontrée : GB/T32533 E8315-G, AWS A5.5 E12015-G & A5.5M E8315-G, ISO18275-A :, ISO 18275-B : E8315-G A.

Que sont les
caractéristiques?
●Électrode à hydrogène à faible teneur en sodium.
●Arc stable, petites éclaboussures, bon formage, désembuage facile
●Les performances des rayons X sont bonnes.
●Propriétés mécaniques stables.
Paramètre de produit
COMPOSANT CHIMIQUE :
| ALLIAGE (% en poids) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| RÈGLES GB/T | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | - | ≥0.10 |
| RÈGLES AWS | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | 0,030 | 0,030 | ≥0.20 | ≥0.10 |
| EXEMPLE DE VALEUR | 0,072 | 2.20 | 0,14 | 0,54 | 0,015 | 0,86 | 0,012 | 0,006 | 0,012 | 0,002 |
PROPRIÉTÉ MÉCANIQUE:
| PROPRIÉTÉ | Limite d'élasticité (MPa) | RÉSISTANCE D'EXTENSION(MPa) | TRAITEMENT THERMIQUE℃xh | VALEUR IMAPACT J/℃ | ÉLONGATION(%) | |||||
| RÈGLES GB/T | 740 | 830 | AW | - | 12 | |||||
| RÈGLES AWS | 740 | 830 | AW | - | 14 | |||||
| EXEMPLE DE VALEUR | 820 | 880 | AW | 85/Température normale | 16 | |||||
PARAMÈTRES DE SOUDAGE RECOMMANDÉS :
| SPÉCIFICATIONS DES DIAMÈTRES (mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||||
| ÉLECTRICITÉ (Ampli) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| H/E | 50-80 | 90-120 | 130-160 | - | ||||||
Regarde le chemin
nous transportons
●Transport motorisé

●Expédition

Regarder
notre entrepôt


Les projets
nous sommes impliqués dans
●Projet de raffinage de Zhenhai de 1 million de tonnes/an d'éthylène

●Matériaux de soudage pour wagons

Nos produits
au monde

COMPOSANT CHIMIQUE :
| ALLIAGE (% en poids) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| RÈGLES GB/T | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | - | ≥0.10 |
| RÈGLES AWS | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | 0,030 | 0,030 | ≥0.20 | ≥0.10 |
| EXEMPLE DE VALEUR | 0,072 | 2.20 | 0,14 | 0,54 | 0,015 | 0,86 | 0,012 | 0,006 | 0,012 | 0,002 |
PROPRIÉTÉ MÉCANIQUE:
| PROPRIÉTÉ | Limite d'élasticité (MPa) | RÉSISTANCE D'EXTENSION(MPa) | TRAITEMENT THERMIQUE℃xh | VALEUR IMAPACT J/℃ | ÉLONGATION(%) | |||||
| RÈGLES GB/T | 740 | 830 | AW | - | 12 | |||||
| RÈGLES AWS | 740 | 830 | AW | - | 14 | |||||
| EXEMPLE DE VALEUR | 820 | 880 | AW | 85/Température normale | 16 | |||||
PARAMÈTRES DE SOUDAGE RECOMMANDÉS :
| SPÉCIFICATIONS DES DIAMÈTRES (mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||||
| ÉLECTRICITÉ (Ampli) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| H/E | 50-80 | 90-120 | 130-160 | - | ||||||
-
Électrode manuelle en acier à haute teneur en carbone E11018M jac ...
-

Aciers à haut carbone Électrode manuelle E9016-G bien ...
-

Électrode à main 550Mpa pour acier à haute résistance
-
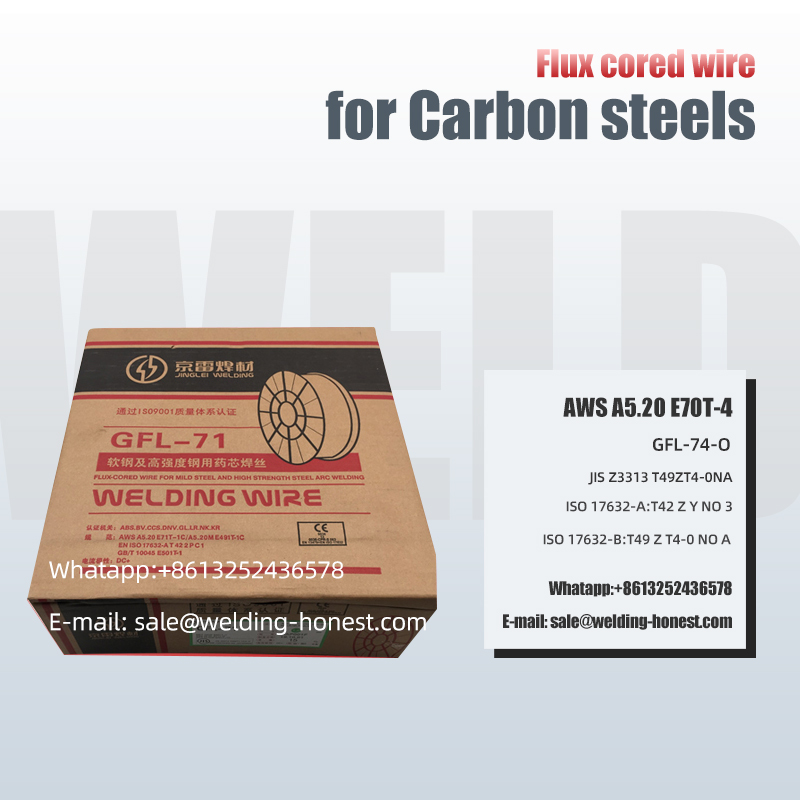
Aciers à haut carbone Fil fourré E70T-4 Solde ...
-

Aciers à haut carbone Électrode manuelle E7018-1 Mer...
-

Aciers à haut carbone Fil fourré E71T-1C soudure...





